噴鋅防腐技術措施
點擊數:
發布:2019-02-27 來源:
華億通
噴鋅防腐技術措施
 一、 項目概述
一、 項目概述
由于事故門的門體常年在門槽內,環境潮濕易腐蝕,如果只進行除銹刷油漆處理,事故門防腐周期較短,因為除銹刷油漆只是簡單的阻止腐蝕介質和閘門材料表面接觸,避免閘門腐蝕;而進行防腐噴鋅處理后,鍍層中的鋅與鋼在潮濕的環境中組成了原電池,由于鋅的金屬活潑性比鐵的金屬活潑性高,因而鋅作為陽極被氧化,而鐵作為陰極得到保護。鋅腐蝕以后的生成物很致密,反應速度很慢,也就是說閘門的性能得到大幅度提高,事故門防腐周期較長,防腐效果明顯。
項目的主要內容:進水口事故門及附屬設備進行防腐噴鋅處理。A、門體防腐噴鋅980㎡。B、事故門蓋板、連桿防腐噴鋅100㎡。C、事故門接力器缸體、支架防腐刷漆30㎡。
二、 技術規范要求
(一)標準規程
《水工金屬結構防腐蝕規范》 SL/105
《涂裝前鋼材表面銹蝕等級和除銹等級》 GB/T8923
《涂裝前鋼材表面粗糙度等級的評定》 GB/T13288
《工業設備、管道防腐蝕工程施工及驗收規范》 HGJ/229-91
依據以上的現行最新版國家標準,1#機進水口事故門及附屬設備防腐噴鋅應符合以下要求。
(二)技術質量要求
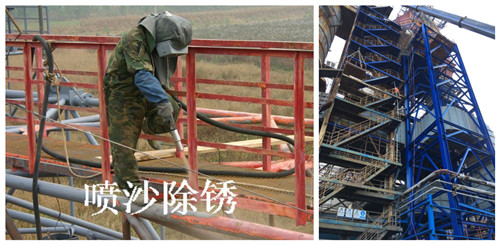
1、噴砂除銹要求:
金屬基層噴砂除銹,即除凈金屬表面的油脂、氧化皮等一切雜物,呈現金屬本色。開始噴砂前采用透明膠帶做好水封的保護措施,噴射處理后的表面清潔度等級應不低于GB8923中規定的Sa2.5級。噴砂時,空氣壓力控制在5-6kg/cm²,氣量應控制在1.8m³/小時,其噴射角度為45度-60度,噴嘴至加工面的最佳距離為120-200mm,實際操作時應視工作壓力與處理表面的銹蝕程度,適當控制距離,但一般不小于80mm,噴射角度不小于30度。噴砂完成后,門體表面應無銹蝕區域,金屬母材應完全暴露。
2、噴鋅要求:
表面噴砂除銹后必須及時噴鋅,噴鋅的鋅絲要圓整、光滑、無油污、無毛孔、無折裂,純度為99.9%。噴鍍用壓縮空氣應清潔干燥,壓力不小于0.4Mpa,并在每隔一段時間對氣罐進行排氣,以達到排除壓縮空氣里面的水分的目的。噴鋅時采取縱橫交錯的噴涂方法,不許漏噴,力求做到噴涂均勻。噴鋅時噴槍移動速度必須均勻、平穩,以一次噴鍍厚度達到25-80μm為宜,噴槍與工件應成垂直方向,在無法垂直的情況下,噴槍與工件表面的傾斜度不小于45度。噴槍與工件表面的距離為125-165mm,不宜超過200mm,噴槍移動速度為300-400mm/秒,鋅絲走絲速度為2-2.2m/分鐘,以防止工件表面局部過熱。各噴鍍帶之間應有1/3的寬度重疊,厚度要盡可能均勻,各噴鍍層之間的噴槍走向應相互垂直,交叉覆蓋,噴射顆粒應大小均勻,鍍層完成后要平整,不得有成片金屬噴上,否則要徹底清理后重噴,涂層的表面溫度降到7O℃以下時,再進行下一層噴涂,工序完工后噴鋅厚度達到設計要求的120μm。
3、封閉要求:
封閉采用環氧樹脂防腐蝕涂料,它的主要作用是彌補噴鋅后所留下的肉眼看不見的微小孔隙。因此噴鋅后要及時刷上一層環氧樹脂底漆,以防水份滲入留下隱患,待第一層油漆干后,及時刷第二道面漆(色標要求:B03),以起到雙重保護作用。若遇雨霧天氣,應用噴燈烘烤干后再施工。刷漆則要自上而下,從左至右,縱橫交錯的方式涂刷,做到無漏刷,無流淌,顏色均勻一致。刷漆后油漆與噴鍍層的總厚度應不小于180μm。
4、防腐刷漆要求:
進水口事故門接力器缸體、支架進行防腐刷漆采用防銹底漆,待第一層油漆干后,及時刷第二道面漆(色標要求:YR04),以起到雙重保護作用。若遇雨霧天氣,應用噴燈烘烤干后再施工。刷漆則要自上而下,從左至右,縱橫交錯的方式涂刷,做到無漏刷,無流淌,顏色均勻一致。刷漆后油漆與噴鍍層的總厚度應不小于60 μm。
三、 方案設計
金屬基層噴砂除銹達到Sa2.5級標準,即除凈金屬表面的油脂、氧化皮等一切雜物,呈現金屬本色,并保持表面干燥和潔凈。噴砂除銹后及時噴鋅,噴鋅時采取垂直于基體的噴涂方法,做到噴涂均勻,噴鋅總厚度不少于設計要求的120um。噴鋅后刷兩遍環氧樹脂封閉漆,涂刷均勻、色澤一致、無漏刷、無流淌,涂刷后符合基體原有線型。
(一)根據本工程具體情況,擬將本工程劃分三個階段
第一階段:施工進場準備階段。主要是進一步了解本工程現場狀況及施工技術準備,擬定計劃性文件,布置施工生產場地,搭建臨時工棚,辦理開工手續,施工工器具準備、材料進場及人員安排;閘門開度編碼器、液壓啟閉機管路、液壓啟閉機拆除、門體拉桿拆除,門體就位及鎖定梁投入,腳手架搭設,防塵帆布遮蓋及做好防砂子落入壓力鋼管的措施。
第二階段:防腐工程實施階段。依據方案設計要求,對金屬表面采取噴砂除銹、噴鋅及環氧樹指封閉施工。
第三階段:防腐工程整改及驗收階段。主要進行工程收尾、整改、檢查驗收,腳手架拆除,門體拉桿恢復,廢砂子、材料、工器具清理,資料移交等工作。
(二) 噴砂除銹要求
1、 開始噴砂前采用透明膠帶做好水封的保護措施;
2、 除凈金屬表面的油脂、氧化皮等一切雜物,呈現金屬本色,并有一定粗糙度(對于熱噴涂金屬涂裝Ry應在60~90µm范圍內);
3、 噴砂時,空氣壓力控制在5-6kg/cm²,氣量應控制在1.8m³/小時,
其噴射角度為45度-60度,噴嘴至加工面的距離為120-200mm。
(三) 噴鋅要求
1. 噴鋅的鋅絲要圓整、光滑、無油污、無毛孔、無折裂,純度為99.9%;
2. 噴鍍用壓縮空氣應清潔干燥,壓力不小于0.4Mpa;
3. 噴槍移動速度必須均勻、平穩,以一次噴鍍厚度達到25-80μm為宜;
4. 各噴鍍帶之間應有1/3的寬度重疊,厚度要盡可能均勻;
5. 各噴鍍層之間的噴槍走向應相互垂直,交叉覆蓋;
6. 噴射顆粒應大小均勻,鍍層完成后要平整,不得有成片金屬噴上,
否則要徹底清理后重噴;
7. 涂層的表面溫度降到7O℃以下時,再進行下一層噴涂;
8. 噴鋅厚度要求達到120μm。
(四) 封閉要求
1. 刷漆要自上而下,從左至右,縱橫交錯的方式涂刷,做到無漏刷,
無流淌,顏色均勻一致;
2. 刷漆結束后,噴鋅層與刷漆層總厚度不小于180μm。
(五) 刷漆要求
1.刷漆要自上而下,從左至右,縱橫交錯的方式涂刷,做到無漏刷,
無流淌,顏色均勻一致;
2.刷漆結束后,噴鋅層與刷漆層總厚度不小于60μm。
(六) 施工環境要求
1. 噴射除銹時,施工環境相對濕度應不大于85%,金屬表面濕度應
不低于露點以上3℃;
2. 噴涂中間漆、面漆時,環境溫度應在15-25℃進行,最低溫度不
得低于5℃,否則應停止噴涂工作;
3. 施工現場采光和照明應充足,使用的行燈電壓不得超過24V。
(六)安全、文明、環保施工要求
1. 進入施工現場必須戴安全帽,打開的蓋板四周裝設圍欄、并懸掛警
牌,使用的梯子應固定牢固,高空作業、上下腳手架、爬梯必須使用速差保護器及安全帶。特殊工種必須持證上崗,且證件在有效期內;
2. 施工方做好現場文明工作,每日清理工作現場,做到工具擺放整齊,
項目結束做到“工完料盡場地清”;
3. 在本工程施工期間,施工方應遵守國家有關環境保護的法令和電廠《文
明生產管理規定》、《生產區域及設備清潔衛生管理規定》,如果由于施工方施工的原因,破壞環境保護,由此而遭致經濟損失,施工方承擔全部責任;
4. 施工中的廢油等不得倒入水庫及江中,施工方應制訂詳細的廢油處理
方案,防止廢油污染環境;
5. 現場施工,應始終堅持安全生產、文明施工,施工方施工前應制定出
文明施工措施,施工人員應在劃定的施工區域進行施工作業,不得進入其他生產區域;
6. 噴砂工作時,門體應搭設防塵蓬用帆布遮蓋,防止灰塵污染;工作
人員應戴好防護口罩,穿好防護服和戴好護目眼鏡;
7. 閘門下部孔洞使用木板、篷布遮蓋措施;
8. 油漆噴涂現場嚴禁煙火,并在工作現場擺放兩只檢驗合格的滅火器,
施工人員正確使用用品和做好相應的防范措施

 江蘇華億通高空工程有限公司
江蘇華億通高空工程有限公司



 18021880756 0515-88359995
18021880756 0515-88359995